สำหรับการกัดคัตเตอร์ที่มีฟันกรีดเหนือ M16 และเส้นผ่านศูนย์กลางเครื่องมือเหนือφ20ควรใช้แรงล็อคที่มากขึ้นกับน็อต collet ความยาวของเครื่องตัดไม่ควรยาวเกินไปและการประมวลผลควรจับคู่กับความเร็วและอาหารที่เหมาะสมมิฉะนั้นจะทำให้เกิดการช็อกอย่างรุนแรง หากหัวมุมเสียหายและไม่สามารถใช้งานได้โปรดถามตัวแทนจำหน่ายของ Angle Milling Headsfirst อย่าพยายามซ่อมแซมด้วยตัวเอง
เราผลิตและจัดหาหัวมุมทุกชนิดสำหรับศูนย์เครื่องจักรกลซีเอ็นซีเครื่องกัดโครงสำหรับตั้งสิ่งของซีเอ็นซีเครื่องกัดประเภทเครื่องกัดแนวตั้งเครื่องกัดแนวตั้งการขุดเจาะแนวตั้งและเครื่องเคาะ
พารามิเตอร์:
PRM ---- แรงบิด 3000 รอบต่อนาที ----- 60NM
ช่วงแคลมป์: 3-20 มม. T Apping: M16 ที่ใหญ่ที่สุด (S45C)
อัตราส่วนเกียร์: 1: 1
วัสดุ: เหล็ก
การตรวจสอบ: การตรวจสอบ 100% ก่อนจัดส่งเพื่อให้แน่ใจว่ามีคุณภาพ
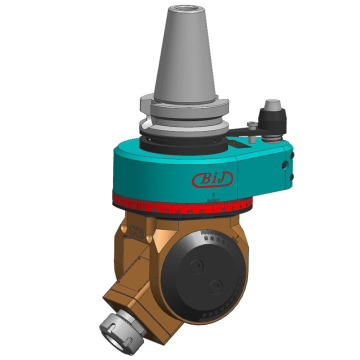
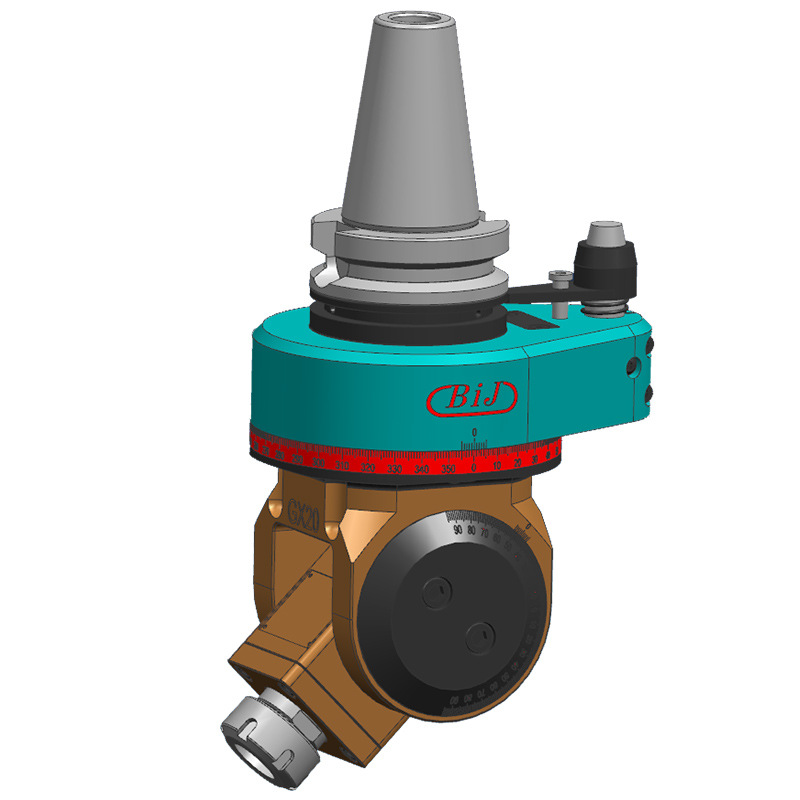
หมายเลขรุ่น: BT50-ER32-Ang195

ภาพวาดการผลิตของเราด้านล่าง: 


การติดตั้งหัวมุม CNC
ตรวจสอบสกรูหกเหลี่ยมของแหวนล็อค พวกเขาถูกล็อค คลายสกรูล็อคด้านข้างของพินตำแหน่งและกดพินตำแหน่งไปยังความสูงต่ำสุดก่อนที่จะล็อคสกรูล็อคด้านข้าง คลายสกรูการตั้งค่าด้านข้างของวงแหวนหยุดเพื่อให้ก้านหมุนได้อย่างอิสระ
เช็ดพื้นผิวการติดตั้งแกนหมุนของเครื่องมือเครื่องทำความสะอาดให้ถอดสกรูที่จำเป็นบนแกนหมุน (ควรติดตั้งบล็อกตำแหน่งในตำแหน่งที่ไม่แทรกแซงของเครื่องมือเปลี่ยนเครื่องมือแกนหมุนให้ไกลที่สุด) ล็อคบล็อกการวางตำแหน่งบนแกนหมุน การติดตั้งพื้นผิวและเพิ่มกำลังล็อคอย่างเหมาะสมเพื่อให้แน่ใจว่าระดับการล็อค
วางตำแหน่งแกนหมุน M19 ของเครื่องมือเครื่องจักรและตรวจสอบว่ารูกรวยด้านในของแกนเครื่องมือเครื่องจักรนั้นสะอาดหรือไม่ ใส่หัวมุมเข้าไปในแกนหมุนของเครื่องมือเครื่องค้นหาตำแหน่งสัมพัทธ์ของช่องยึดและพินตำแหน่งของหัวมุมและแกนหมุนและบล็อกตำแหน่งของเครื่องมือเครื่องจักร ดันหัวมุมเข้าไปในแกนหมุนของเครื่องมือเครื่องจักรและตอบกลับหลายครั้งเพื่อยืนยันว่าบล็อกจุดหยุดมุมสามารถกลับไปที่ช่องของวงแหวนหยุดได้อย่างราบรื่น ถอดหัวมุมลงเพื่อล็อคสกรูยึดด้านข้างของวงแหวนวงแหวนและเพิ่มแรงล็อคเพื่อให้แน่ใจว่าล็อคนั้นแน่น ดันหัวมุมเข้าไปในหลักเครื่องอีกครั้ง
เพลาตรวจสอบว่าการหยุดสามารถกลับเข้าไปในช่องแหวนหยุดได้อย่างราบรื่น
โหลดละตินโหลดหัวมุมเข้าไปในแกนหมุนของเครื่องมือเครื่องแล้วขันให้แน่นแล้วหมุนแกนหมุนของเครื่องมือเครื่องด้วยตนเองเพื่อตรวจสอบว่ามันราบรื่นหรือไม่ หลังจากที่หัวมุมถูกโหลดลงในแกนหมุนของเครื่องมือเครื่องจักรบล็อกหยุดจะปล่อยให้ช่องแหวนหยุดไปที่ตำแหน่งตรงกลางและด้านบนและด้านล่างจะไม่รบกวน คลายสกรูล็อคด้านข้างของพินตำแหน่งเพื่อให้พินตำแหน่งพุ่งกลับไปที่บล็อกตำแหน่งโดยอัตโนมัติเพื่อให้กรวยด้านนอกของพินตำแหน่งและกรวยด้านในของบล็อกตำแหน่งพอดีโดยไม่มีช่องว่างและล็อคสกรูยึดด้านข้าง ของพินตำแหน่ง
คลายสกรูล็อคของวงแหวนที่ยึดหัวมุมจากนั้นร่างกายหัวมุมสามารถหมุนได้ด้วยตนเอง 360 องศาในแนวนอน ใช้ตารางการสอบเทียบเพื่อให้ระดับระดับข้อมูลล็อคสกรูล็อคของวงแหวนยึดหัวมุมตั้งความเร็วของเครื่องเป็น 50 รอบต่อนาทีตรวจสอบว่ามีความผิดปกติใด ๆ ตั้งค่าความเร็วแกนหมุนของเครื่องมือเครื่องจักรเป็น 1,000 รอบต่อนาทีและตรวจสอบ อีกครั้ง.
ประเภทผลิตภัณฑ์ : หัวมุม > หัวมุมสากล
 ตะกร้าสอบถาม (
ตะกร้าสอบถาม (






 สแกนไป
สแกนไป